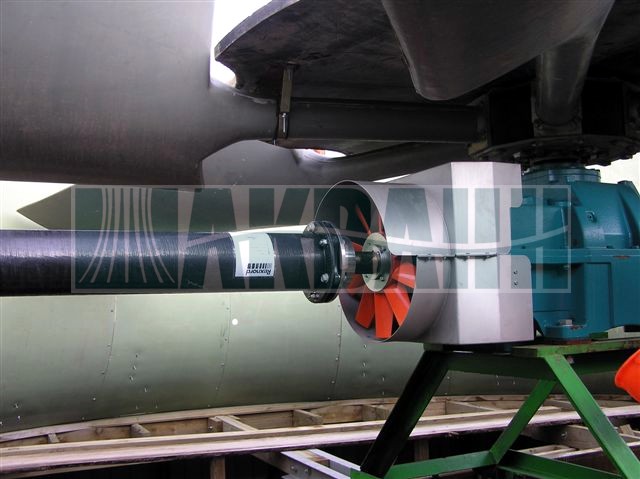
Приводные валы Addax (Rexnord) из композитных материалов.
Приводной вал специально разработан для передачи крутящего момента в системах, где особенно ощутим фактор неблагоприятного внешнего воздействия окружающей среды. Благодаря использованию материалов, стойких к коррозии, вал с успехом применяется в составе привода мокрых градирен и аппаратов воздушного охлаждения. Коррозионная стойкость элементов вала, изготовленных из композитных материалов, выше, чем у нержавеющей стали стандарта SS316, а внешнее высокопрочное полиуретановое покрытие надежно защищает вал от механических повреждений.
Использование передовых технологий армирования несущей муфты углеродным и стекловолокном обеспечивает высокие прочностные характеристики при малом весе, что положительно сказывается на общей инерционности привода, увеличивает критическую скорость вращения и снижает риск возникновения вибрации.
Приводной вал включает в себя следующие элементы:
1. Соединительная муфта (1 шт.) из композита, армированного угле и/или стекло волокном с внешним защитным полиуретановым покрытием.
2. Композитный гибкий элемент (2 шт.) для компенсации вибрации и несоосности валов электродвигателя и редуктора.
3. Посадочные муфты (2 шт.) из нержавеющей стали SS316 для закрепления на валах электродвигателя и редуктора.
4. Набор метизов из нержавеющей стали SS316 или медно-никелевого сплава для сборки вала (1 компл.).
Комплект поставки вала также включает в себя следующие документы: инструкцию по эксплуатации, сертификат происхождения, сертификат качества, паспорт балансировки, чертеж, сертификат взрывобезопасности по стандарту ATEX (при необходимости).
Перед отгрузкой производится контроль качества и динамическая балансировка вала до стандарта G6.3 по стандарту ГОСТ ИСО 1940-1-2007.
Вал сертифицирован для использования во взрывоопасных условиях в соответствии с директивой ATEX 94/9/EC (группа II, категория 2G, температурный класс T5).
На вал устанавливается уникальная металлическая табличка, в которой указаны: серийный номер, номер партии, модель и дата выпуска изделия.
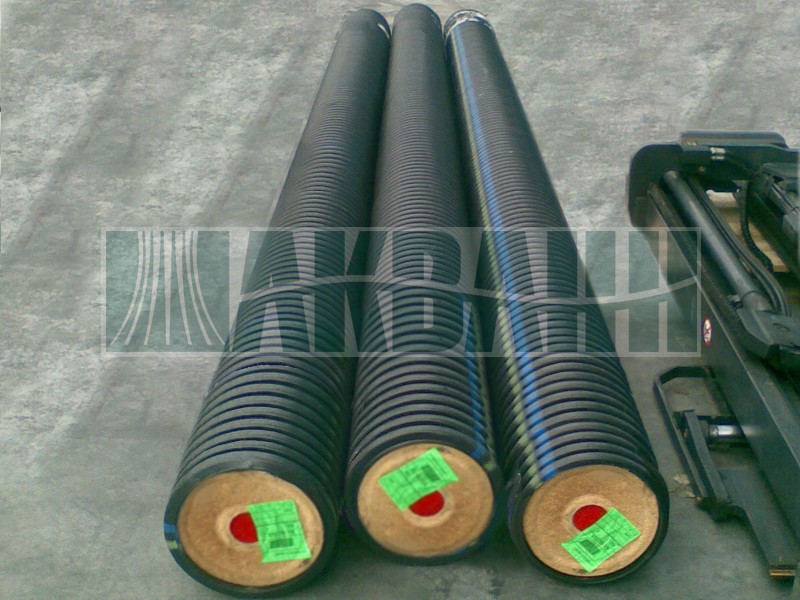
Вал поставляется в цилиндрической пластиковой упаковке, делающей возможным хранение изделия под открытым небом.
Компания АКВАНН является OEM партнером компании Rexnord в области поставки и эксплуатации приводных валов и соединительных муфт в России. Мы рады предложить продукцию Rexnord по ценам и в сроки, доступные для потребителей в Европе и США.
Для подбора приводного вала необходимо заполнить опросный лист (доступен в меню «Файлы для скачивания»). В опросном листе необходимо, по возможности, наиболее полно отразить технические характеристики запрашиваемого оборудования.
Для замены существующего вала или подбора запасных частей к нему необходимо заполнить опросный лист (доступен в меню «Файлы для скачивания»).
После отправки заполненного опросного листа по указанным в нем координатам, специалисты нашей компании свяжутся с Вами и уточнят необходимые детали.
Общие технические характеристики приводных валов Addax (Rexnord):
|
Модель
|
|
Addax (Rexnord)
|
|
DBSE (длина вала без учета посадочных муфт)
|
мм
|
2692 – 6985 1
|
|
Передаваемая мощность
|
кВт
|
|
|
Номинальный момент вращения |
Нм
|
до 4090
|
|
Пиковый момент вращения |
Нм
|
до 6135
|
|
Диапазон скоростей вращения |
об./мин |
до 10000
|
|
Предельное значение компенсации несоосности приводных валов |
градусы
|
1 (с каждой стороны)
|
|
Возможность использования преобразователя частоты э/д
|
|
есть
|
|
Материал изготовления соединительной муфты |
|
углеродное волокно / стекловолокно / углеродное+стекловолокно / специальное углеродное волокно
|
|
Материал изготовления гибкого элемента |
|
углепластик со вставками из нержавеющей стали SS316
|
|
Материал изготовления посадочных муфт |
|
нержавеющая сталь SS316
|
|
Крепежные метизы (гайки, болты, шайбы) |
|
нержавеющая сталь SS316 / медно-никелевый сплав
|
|
Внешнее защитное покрытие
|
|
полиуретан
|
|
Условия эксплуатации
|
|
влажная среда градирни / агрессивная среда / взрывоопасная среда
|
|
Минимальная рабочая температура |
0 С
|
-40
|
1 – DBSE – это расстояние между валом электродвигателя и валом редуктора. Точное значение DBSE определяется по результатам расчета, исходя из существующих типоразмеров и данных Заказчика, указанных в опросном листе (доступен в меню «Файлы для скачивания»).
Вал не требует регламентированного сервисного обслуживания. Необходимо проверять состояние вала на предмет механических повреждений и устранять их при необходимости.
Технология производства.
Процесс производства вала включает в себя несколько этапов:
1. Накальная обмотка;
2. Сборка;
3. Обработка;
4. Балансировка;
5. Нанесение внешнего защитного покрытия.
Накальная обмотка представляет собой намотку волокна на заранее точно подготовленный для этих целей шаблон цилиндрической формы. Процесс осуществляется по технологии «влажной намотки». Сухое волокно пропускается через челноки, регулирующие натяжение нитей, проходит через систему нанесения смоляной матрицы барабанного типа и затем наносится на предварительно смазанный смолой шаблон.




Ориентация намотки (последовательная или перекрестная) определяется в зависимости от требуемых характеристик вала. В процессе намотки ведется постоянный контроль допусков и перерасхода смолы.
По окончании процесса, шаблон с намотанным волокном и матрицей из смолы подвергается сушке при комнатной температуре или в специальной печи. Процесс сушки в печи осуществляется в соответствии со строго определенными температурными циклами, оптимальными для отвердевания используемой смоляной матрицы. После выемки шаблона, производится финальный контроль диаметра цилиндрического сердечника (соединительной муфты) вала и посадочных диаметров боковых муфт.
Сборка включает в себя обрезку концов соединительной муфты в соответствии с нужной длиной, обработку абразивом внутренних посадочных мест, чистку сборочных узлов. Затем в подготовленные посадочные места производится вклейка цилиндрических посадочных элементов для присоединения боковых муфт и сушка.
Обработка внешней поверхности сборки производится на токарном станке в автоматическом режиме. Технология обработки учитывает следующие технические особенности сборки: структуру ламинирующего слоя, тип волокна, степень гибкости и частоту поперечных колебаний. Эти факторы непосредственно влияют на глубину снимаемого слоя, скорости вращения вала шпинделя и перемещения фрезы.
Балансировка обработанной сборки осуществляется динамически в горизонтальной и вертикальной плоскостях. Балансировочные грузы закрепляются к внутренней поверхности полой сборки и к заранее приготовленным для этого отверстиям в цилиндрических посадочных элементах.
Нанесение внешнего защитного покрытия из полиуретана предназначено для: улучшения стойкости вала к механическому истиранию, увеличения сопротивления износу, заполнения мелких неровностей, инкапсуляции частей волокна после обработки.







 из композитных материалов image 1")
 из композитных материалов image 2")
 из композитных материалов image 3")
 из композитных материалов image 4")
 из композитных материалов image 1")
 из композитных материалов image 2")
 из композитных материалов image 3")
 из композитных материалов image 4")


{kind=link}
{kind=link}
{kind=link}
{kind=link}